What Tips Help Automatic Folder Gluer Handle Different Paper Thicknesses

Carton production lines often look simple from a distance, yet inside the process every stage depends on material behavior and mechanical timing working together. Folding and gluing is where flat paper becomes a formed structure, and that shift is sensitive to even small differences in material thickness.
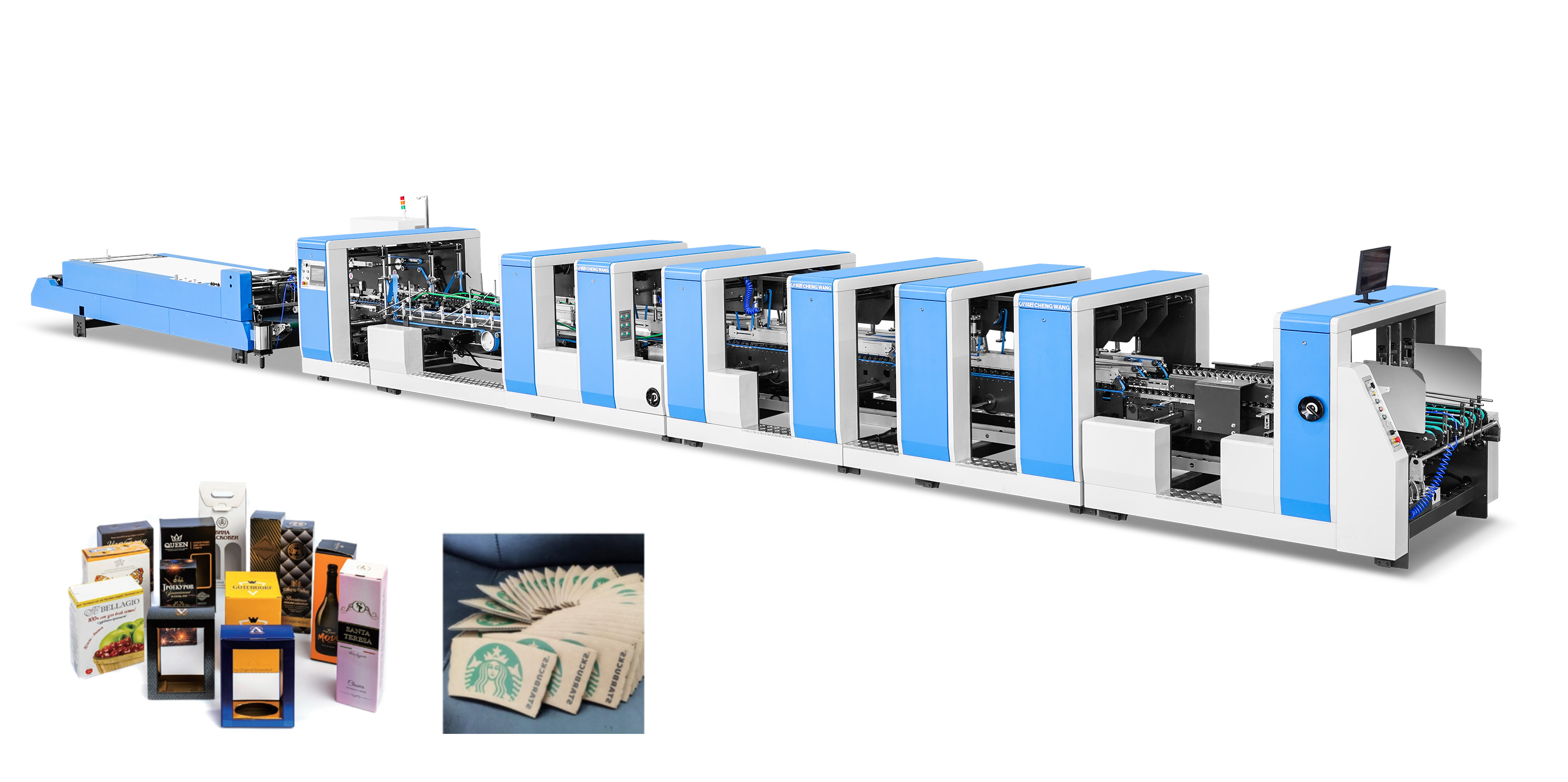
An Automatic Folder Gluer handles this transformation in a continuous flow. Sheets move through feeding, folding, and adhesive application without stopping. When paper thickness changes between batches, the machine does not "fail" immediately, yet small signs begin to appear in edge alignment, folding sharpness, or glue spread consistency.
Paper Box Folder Gluer setups in real workshops often deal with mixed stacks of material. One stack may feel slightly stiff, another softer, even when both look similar. Folder Gluer Equipment has to stay stable under those differences, which makes adjustment work part of daily operation rather than occasional tuning.
What Causes Paper Thickness To Behave Differently During Folding And Gluing?
Paper does not behave like a uniform material. Even small thickness differences change how fibers compress, bend, and recover shape during processing. Anyone who has tried folding thick cardboard versus thin printing paper by hand already knows the difference in resistance.
Inside a machine, that difference becomes more noticeable because movement is faster and pressure is consistent.
A few practical factors explain why behavior changes:
- Fiber compactness inside the sheet
- Coating layer that affects surface slip
- Moisture level in stored material
- Direction of fiber alignment after cutting
- Resistance created during sharp folding angles
For example, lightly coated paper often slides through rollers more smoothly, yet glue may sit on the surface longer before absorption. Thicker board material behaves in the opposite way: stronger resistance during folding, yet more stable shape after forming.
A simple field-style comparison helps visualize it:
| Material behavior in workshop use | Thin paper sheets | Medium material | Thick board sheets |
|---|---|---|---|
| Entry through feed rollers | Smooth, fast movement | Balanced movement | Requires stronger grip |
| Folding resistance | Very low | Medium | Noticeably high |
| Glue absorption timing | Quick | Moderate | Slower contact response |
| Shape holding after fold | Flexible | Stable | Rigid and firm |
In daily production, operators often notice that thickness variation is not only about "thick or thin." It changes how the machine feels during running, especially around folding pressure and glue timing.
How Does An Automatic Folder Gluer Adjust To Different Material Types?
In practical operation, an Automatic Folder Gluer does not rely on a single adjustment point. Stability comes from several small controls working together across feeding, folding, and gluing stages.
When material becomes thicker, feeding rollers usually experience more resistance. If pressure remains unchanged, sheets may slip slightly or enter unevenly. Folding arms also respond differently, because stronger material pushes back against bending force.
Glue application behaves in its own way. Thin sheets absorb quickly, while thicker material keeps glue on the surface longer, changing bonding timing.
Adjustment usually happens in a layered manner:
- Feed section adjusts grip pressure to stabilize entry
- Folding section increases or reduces bending force
- Glue system changes flow amount and spread consistency
- Output conveyor balances speed to avoid distortion
In real workshops, operators often adjust one section, then observe the reaction in the next stage. For example, tightening feed pressure without checking folding resistance may create stress at the crease line. That is why changes are usually gradual rather than sudden.
Paper Box Folder Gluer performance depends on how well these small adjustments stay aligned during continuous running. When alignment drifts, small defects appear at fold edges before becoming visible in full box shape.
Which Machine Settings Matter Most When Paper Thickness Changes?
In daily operation, a few key settings tend to influence results more than others. These settings do not work independently. Each one affects the next stage in the process.
Feed alignment is often the point of attention. If sheets enter at a slight angle, thicker material will exaggerate that misalignment during folding. Thin material may pass through without obvious issue, which can hide early warning signs.
Folding pressure is another sensitive area. Too much pressure leaves marks or stress lines, while too little pressure causes weak or uneven folds. Thickness changes shift the balance point, so pressure cannot remain fixed across all materials.
Glue amount also needs attention. Thick paper absorbs slowly, so excess glue may remain visible at edges. Thin paper behaves differently, absorbing quickly and sometimes creating dry bonding zones if supply is too low.
A practical breakdown:
| Machine setting | What happens with thin paper | What happens with thick paper |
|---|---|---|
| Feed alignment | Small deviation may pass unnoticed | Misalignment becomes visible early |
| Folding pressure | Easy folding, risk of loose shape | Strong resistance, risk of stress lines |
| Glue volume | Fast absorption, lower surface residue | Slow absorption, possible surface buildup |
| Conveyor speed | Flexible timing | Needs stable timing to avoid distortion |
In many real production environments, operators adjust settings not by numbers alone, but by observing sheet behavior during continuous flow. Slight changes in sound, resistance, or edge formation often signal whether balance is correct.
Why Is Calibration Important In Paper Box Folder Gluer Operation?
Calibration in real production is less about setup once and more about maintaining balance during change. Material thickness rarely stays identical across all batches, so machine conditions must stay adaptable.
When feed timing and folding timing drift apart, paper begins to stretch slightly at crease points. That stress may not be visible immediately, yet it affects box strength later.
Glue timing is equally sensitive. If adhesive reaches the surface too early or too late, bonding consistency changes, especially on coated or dense paper.
Calibration usually focuses on:
- Matching feed speed with folding cycle rhythm
- Adjusting pressure levels for current material stiffness
- Aligning glue release timing with surface contact point
In practical terms, calibration is similar to keeping several moving parts in sync. Once one element shifts, others need small corrections to maintain smooth flow.
Paper Box Folder Gluer systems perform more steadily when these small adjustments are treated as continuous maintenance rather than rare correction steps.
How Does Folder Gluer Equipment Maintain Stability During Production Shifts?
On an actual production floor, material change rarely arrives in a clean way. One stack of paper feels slightly firmer, the next a bit softer, even when stored together. Folder Gluer Equipment has to keep running through that shift without slowing down the line.
Stability comes from coordination across parts, not a single adjustment point.
Feed rollers usually react. A thicker sheet does not slip through in the same way as lighter stock. Resistance rises a little, sometimes just enough to change entry timing. If feed pressure stays unchanged, sheets may drift slightly before reaching the folding section.
Folding units then carry that difference forward. Stiffer material resists bending, so crease lines lose a bit of sharpness if pressure is not matched. Glue application follows closely, and timing matters more than volume in many cases.
In practice, operators tend to keep stability through small corrections:
- Feed pressure adjusted in small steps during running
- Folding resistance checked through sound and output feel
- Glue flow watched for uneven edge buildup
- Conveyor speed kept steady to avoid rhythm disruption
A slight change in roller sound or fold resistance often gives earlier warning than any visible defect on finished boxes.
What Challenges Appear When Mixing Different Paper Thickness Levels?
Mixed paper batches are common in everyday work. Even when sheets look similar, behavior inside the machine can differ once thickness varies slightly.
One frequent issue appears at folding lines. Thin material bends too easily, while thicker sheets push back. When both pass through the same settings, crease depth may not look consistent across the batch.
Glue behavior also shifts between materials. Dense paper holds adhesive longer on the surface. Lighter paper absorbs it faster. That difference can create uneven bonding patterns on finished boxes.
Feeding also becomes less predictable. Slight slipping or uneven entry spacing may appear when roller pressure is not fully matched to sheet stiffness.
Common issues seen in production include:
- Uneven fold depth across batches
- Glue gathering on thicker surfaces
- Weak bonding on fast-absorbing sheets
- Minor feed misalignment during entry
- Shape variation after stacking
These problems usually begin quietly. They are often noticed only after several finished pieces are checked.
What Practical Methods Improve Folding Accuracy In Real Operation?
In real operation, accuracy is improved more through observation than large machine changes. Most adjustments are small and made while production is still running.
When thickness increases, feed pressure is usually adjusted step by step. A sudden change often disturbs balance between feeding and folding sections.
Roller contact also plays a key role. If pressure is uneven, one side of the sheet may fold slightly earlier than the other, which becomes more visible in thicker material.
Glue control is handled with similar caution. Instead of large adjustments, timing and flow are checked based on how the surface reacts during running.
Practical actions often include:
- Gradual feed pressure tuning during operation
- Even roller contact across folding section
- Matching glue timing with actual fold contact
- Checking early output before full-speed continuation
- Adjusting speed only after fold stability improves
Most corrections stay subtle. The goal is to keep production moving without interruption.
How Does Material Condition Affect Folding And Gluing Performance?
Paper behavior depends on more than thickness. Condition of the material often changes how it reacts inside the machine.
Dry sheets feel rigid and resist folding more strongly. That usually requires higher pressure to form clean edges. Slightly humid paper bends more easily, though crease definition may soften a little.
Surface coating also changes performance. Coated paper slows down glue absorption, leaving adhesive on the surface longer. Uncoated paper absorbs faster, which changes bonding timing and edge appearance.
Even texture matters. Smooth sheets move more easily through rollers, while rougher surfaces increase grip and friction during feeding.
A simple comparison from workshop behavior:
| Material condition | Folding behavior | Glue reaction | Machine response |
|---|---|---|---|
| Dry rigid sheet | Strong resistance | Slower bonding | Higher pressure needed |
| Slightly humid sheet | Easier bending | Balanced absorption | Stable running |
| Coated sheet | Controlled fold | Delayed absorption | Timing sensitive |
| Rough sheet | Higher friction | Faster grip | Feed adjustment required |
In daily work, material condition is often sensed through handling and early machine response rather than formal measurement.
How Do Machine Sections Work Together During Thickness Variation?
An Automatic Folder Gluer works as a connected system. Feed, folding, glue, and output sections all influence each other. When paper thickness changes, each part reacts differently, yet output quality depends on how well they stay aligned.
Feed section controls how sheets enter the system. Folding section shapes structure. Glue section manages bonding. Output section keeps final flow stable.
When thicker material enters, feed resistance increases. Folding section then needs more force to complete crease formation. Glue timing may shift slightly because surface contact changes.
Key coordination points include:
- Feed rhythm matched with folding entry
- Folding pressure aligned with material stiffness
- Glue release adjusted to contact timing
- Output speed kept steady for smooth stacking
If one section moves out of rhythm, the effect spreads through the system. A small shift at entry can become visible as shape variation at the output stage.
Stable operation depends on keeping all sections moving in a shared pace, even when material changes during production.
Paper thickness variation affects every stage inside Folder Gluer Equipment, from feeding to final shaping. Stable output depends on how well small adjustments are distributed across the system rather than concentrated in one area.
Paper Box Folder Gluer performance improves when changes are handled gradually and based on real running feedback. In everyday production, consistency comes from steady observation, small corrections, and keeping machine rhythm aligned with material behavior.
Recommended Products
Focus on providing high-quality folder-gluing equipment to customers around the world.









No.3888, Jiangnan Avenue, Nanbin Street, Ruian City, Wenzhou City, Zhejiang Province, China






Privacy Policy Copyright © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
High Speed Folder Gluer Factory

