 English
English русский
русский Français
Français Español
Español Deutsch
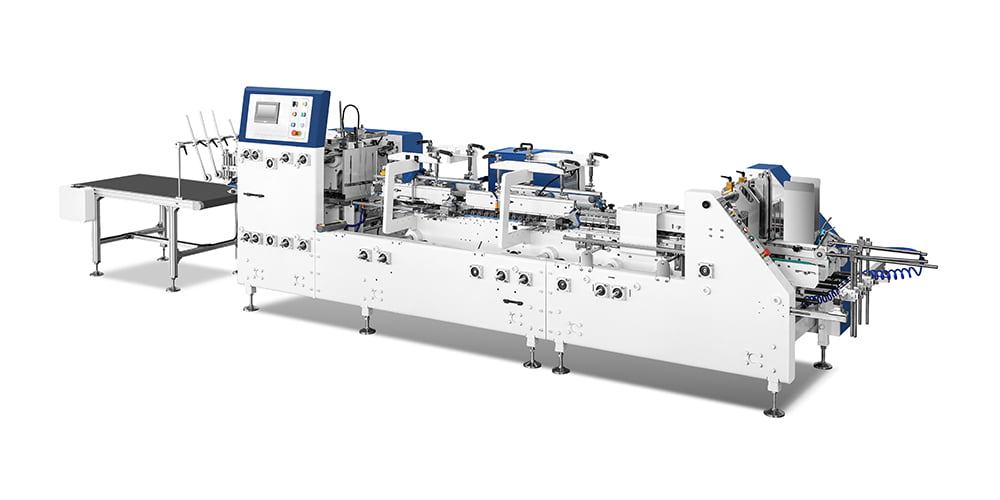
DeutschWhich Automatic Folder Gluer Settings Influence Glue Bonding Behavior

In carton folding production, bonding quality rarely depends on a single adjustment point. A Automatic Folder Gluer works through a continuous chain of actions where glue application, folding movement, and pressure contact happen in sequence. Each step leaves a small but noticeable influence on how adhesive finally behaves between surfaces.
Inside real production workshops, especially in a Folder Gluer Factory, bonding performance is usually judged by how cartons behave after they leave the machine rather than by theoretical settings. Slight differences in machine adjustment often appear first as small changes in carton feel, edge stability, or how evenly surfaces stay together after folding.
What Role Glue Bonding Plays In Real Carton Forming
Bonding is the stage where flat material becomes a stable structure. In practical operation of a Automatic Folder Gluer, adhesive does not work alone. It depends on how folding guides material into position and how pressure holds it during setting.
When glue is applied, it starts interacting immediately with the surface layer of the carton. Fibers absorb part of the adhesive, while the remaining layer spreads across the contact zone. Folding movement then brings surfaces together, and compression stabilizes that contact.
In real production lines, bonding behavior is often noticed in a very direct way rather than through measurement:
- edges stay closed after folding or slowly open again
- carton body feels firm or slightly loose during handling
- glue lines appear continuous or show weak points
- stacked cartons hold shape or shift under light pressure
- early batches behave differently from later output
Operators in a Folder Gluer Factory often rely on these small physical signs during routine checks, since bonding quality reveals itself through handling rather than visual inspection alone.
How Glue Application Volume Changes Bonding Behavior
Glue amount plays a direct role in how contact develops inside a Automatic Folder Gluer. Even without changing machine structure, small differences in glue output can shift how bonding behaves across the surface.
When glue supply becomes slightly low, adhesive may not fully reach all folding contact areas. Some sections receive enough coverage while others remain partially dry. In handling, this often shows as uneven edge resistance or weak points along folded lines.
When glue output increases beyond the normal range, spreading behavior changes in another direction. Adhesive may extend beyond intended zones, affecting drying balance and surface consistency. In some cases, carton edges feel slightly soft or uneven after compression.
In daily production, glue variation is often observed through simple behavior:
- folding edges showing uneven tightness
- glue lines appearing narrow or spread too widely
- surface feeling dry in some zones and moist in others
- cartons separating under light handling pressure
- inconsistency between early and later production runs
Inside a Folder Gluer Factory, glue control is rarely treated as a fixed setting. Material differences, room conditions, and running speed often require small continuous adjustments rather than static configuration.
Why Machine Speed Affects Bond Formation In Practice
Speed in a Automatic Folder Gluer influences how long adhesive remains active before compression locks the structure in place. That time window is short, yet it changes how bonding develops across surfaces.
At higher running speeds, folding and compression happen almost immediately after glue application. Adhesive has less time to settle evenly, which may lead to slight variation in spread behavior.
At lower speeds, the contact phase becomes more stable. Glue has more opportunity to spread evenly before pressure is applied, often resulting in more consistent bonding feel.
In real production flow, speed influence can be noticed through:
- small changes in glue line smoothness
- variation in carton stiffness after handling
- differences between fast and slow production segments
- inconsistent bonding feel during speed adjustments
- subtle changes in surface contact after compression
How Folding Accuracy Shapes Bond Stability
Folding accuracy determines how precisely two surfaces meet before adhesive sets. In a Automatic Folder Gluer, glue alone cannot compensate for poor alignment during folding movement.
When folding alignment stays consistent, adhesive spreads across intended contact zones and pressure distributes evenly. Bonding tends to feel stable during handling and stacking.
When alignment shifts slightly, contact surfaces no longer meet in a uniform way. Even if glue application remains stable, bonding strength may vary because pressure is no longer evenly distributed across the full glue line.
In practical operation, folding variation influences:
- alignment of bonding edges during compression
- consistency of contact along glue lines
- stability of carton shape after folding
- resistance of edges during handling
- uniformity across repeated production batches
What Compression Pressure Does During Bond Setting
Compression is the stage where bonding becomes physically fixed. In a Automatic Folder Gluer, pressure is applied after folding aligns the carton surfaces and adhesive is already in contact with both sides.
When compression is too light, surfaces may not fully connect. Small internal gaps can remain, especially along edges where material stiffness varies.
When compression becomes stronger, adhesive spreads more broadly under pressure. In some cases, this improves contact consistency, while in others it may push adhesive away from intended zones.
In real production conditions, compression behavior is usually reflected in:
- firmness of carton after manual handling
- consistency of edge sealing along folded lines
- resistance during light pressure checks
- surface appearance in glued zones
- stability after short resting time
How Material Behavior Changes Machine Response
Material condition influences how every setting in a Automatic Folder Gluer performs. Surface texture, fiber structure, and coating layer all affect how adhesive spreads and how folding pressure is transferred.
Some materials absorb glue quickly, reducing surface spread time. Others hold adhesive longer on the surface, changing how bonding develops during compression.
Thickness variation also plays a role. Thicker material requires more controlled folding movement, while thinner sheets respond more quickly to pressure changes.
In real production environments, material-related effects often include:
- differences in adhesive absorption speed
- variation in folding resistance during operation
- changes in surface contact smoothness
- influence of coating on glue spread
- structural flexibility affecting compression behavior
How Glue Line Position Influences Bonding Consistency
Glue placement in a Automatic Folder Gluer often looks simple from outside, yet in real production it behaves like a reference line that guides the whole folding action. When that line sits exactly where the carton structure expects it, both sides come together in a predictable way during compression. When it drifts slightly, even a few millimeters in practical sense, the bonding feel changes in a way that is usually noticed only during handling or stacking.
In many working lines inside a Folder Gluer Factory, glue line position is checked during trial runs rather than treated as a fixed parameter. Carton material tends to "react" differently depending on where adhesive first touches the surface. A centered line may allow balanced spread, while a shifted line may push adhesive toward one edge, leaving the opposite side with lighter contact.
What often appears in daily production:
- one side of the flap feels tighter than the other
- folded edges do not settle evenly after pressing
- glue marks appear closer to visible edges than expected
- stacking pressure reveals slight opening at corners
None of these behaviors usually stop production immediately. They show up gradually, especially when long runs begin to amplify small inconsistencies.
How Environmental Conditions Influence Bond Formation
Outside conditions around a Automatic Folder Gluer quietly affect how adhesive behaves, even when machine settings remain unchanged. Temperature shifts change how glue spreads on carton fibers, while air moisture influences how quickly material absorbs it.
In warmer surroundings, adhesive tends to move faster across surfaces. The result can feel smoother at first, yet drying behavior may vary slightly from batch to batch. In cooler environments, glue spreads more slowly, sometimes giving a heavier bonding feel after compression.
Humidity introduces another layer of variation. Carton material becomes more receptive or more resistant depending on moisture in the air. That change is subtle, but it affects how surfaces meet when folding pressure is applied.
In real production floors, operators often recognize environmental influence through small signs:
- cartons feel slightly different in stiffness across shifts
- glue lines appear more glossy or more dry than usual
- folding resistance changes without machine adjustment
- bonding feel shifts even when speed stays stable
How Maintenance Conditions Affect Bonding Behavior
Over time, even a stable Automatic Folder Gluer slowly changes its behavior if routine care is not consistent. Glue paths, folding guides, and pressure sections all influence bonding indirectly, and each part reacts differently to long operation cycles.
Glue systems tend to show early signs of residue buildup. When small traces accumulate, adhesive flow becomes less even. It may still function, yet spread behavior loses its original consistency. Folding sections behave differently; wear in guiding components can slightly shift alignment without obvious mechanical noise.
Pressure rollers also contribute to bonding variation. When their surface contact is no longer fully uniform, some parts of the carton receive slightly different force levels during compression.
What is usually noticed on the production floor:
- glue lines look less steady across long runs
- folding edges feel slightly uneven during inspection
- carton stiffness varies between early and late batches
- compression marks appear inconsistent along the fold
Inside a Folder Gluer Factory, maintenance awareness is often built from these small behavioral changes rather than sudden machine breakdown.
How Production Stability Develops Over Time
A Automatic Folder Gluer rarely behaves exactly the same throughout an entire production cycle. Even when settings remain unchanged, material behavior, temperature drift, and mechanical wear slowly shape output differences.
At the beginning of a run, everything often feels predictable. Glue spreads evenly, folding follows a clear path, and compression produces uniform bonding. As time passes, slight variations begin to appear. They are not strong enough to interrupt production, yet noticeable during careful handling.
Typical long-run behavior observed in real environments:
- early cartons feel more uniform than later ones
- edge firmness slowly varies during continuous output
- glue distribution becomes slightly less consistent over time
- folding smoothness changes across long batches
- small differences appear between different time periods of the same run
Inside a Folder Gluer Factory, stability is not treated as a fixed state. It is something that needs quiet adjustment during production, often guided by feel rather than strict measurement.
How Operator Experience Influences Final Bonding Results
Even with identical machine settings, two production runs from a Automatic Folder Gluer can feel slightly different depending on how adjustments are managed during operation. Experienced operators often rely on small signals that appear during real work rather than formal indicators.
A change in sound during folding, a slight shift in glue line appearance, or a different feel during carton handling can lead to small adjustments in speed, pressure, or glue flow. These adjustments are usually subtle, sometimes almost invisible from outside the production line.
Inside a Folder Gluer Factory, experience shows up in practical reactions:
- adjusting speed when folding starts to feel uneven
- correcting glue flow when edge strength looks lighter
- watching compression feel rather than fixed settings
- noticing changes in stacking stability before defects appear
Over time, bonding consistency becomes less about isolated machine parameters and more about reading how cartons behave as they leave the machine.
Recommended Products
Focus on providing high-quality folder-gluing equipment to customers around the world.









No.3888, Jiangnan Avenue, Nanbin Street, Ruian City, Wenzhou City, Zhejiang Province, China






Privacy Policy Copyright © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
High Speed Folder Gluer Factory

